JCT 940-2004 《玻璃纖維增強水泥(GRC)裝飾制品》
2017-02-25
1 范圍
本標準規定了玻璃纖維增強水泥 (GRC) 裝飾制品的分類 、材料、技術要求、試驗方法 、檢驗規則以 及標志 、堆放 、裝卸 、運輸與出廠。
本標準適用于以耐堿玻璃纖維為主要增強材料 、快硬硫鋁酸鹽水泥或硅酸鹽水泥為膠凝材料 、彤、子 為集料制成的玻璃纖維增強水泥 (GRC) 裝飾制品。
本標準不適用于以膨脹珍珠巖或膨脹垣石等為集料制成的輕質玻璃纖維增強水泥裝飾制品。
2 規范性引用文件
下列文件中的條款通過本標準的引用而成為 本標準的條款。凡是注 日期的引用文件 ,其隨后所有的 修改單 (不包括勘誤的內容) 或修訂版均不適用于本標準,然而 ,鼓勵根據本標準達成協議的各方研究是 否可使用這些文件的最新版本 。凡是不注日期的引用文件 ,其最新版本適用于本標準。
GB 175 硅酸鹽水泥、普通硅酸鹽水泥
GB/ T 701 低碳鋼熱軋圓盤條
GB 4237 不銹鋼熱軋鋼飯
GB 4356 不銹鋼盤條
GB/T 70 19 纖維水泥制品試驗方法
GB 8076 混凝土外加劑
GB/T 14684 建筑用砂
GB/T 14685 建筑用卵石 、碎石
GB/T 15231. 1 玻璃纖維增強水泥性能試驗方法 體積密度 、含水率和玻璃纖維含量
GB/T 15231. 2 玻璃纖維增強水泥性能試驗方法 抗壓強度
GB/T 15231. 3 玻璃纖維增強水泥性能試驗方法 抗彎性能 GB/T 15231. 4 玻璃纖維增強水泥性能試驗方法 抗拉性能 GB/T 15231. 5 玻璃纖維增強水泥性能試驗方法 抗沖擊性能
JC /T 539 混凝土和砂漿用顏料及其試驗方法
JC /T 572 耐堿玻璃纖維無捻粗紗
JC 7 14 快硬硫鋁酸鹽水泥
JC /T 841 耐堿玻璃纖維網格布
JGJ 63 混凝土拌合用水標準
3 分類
3. 1類型
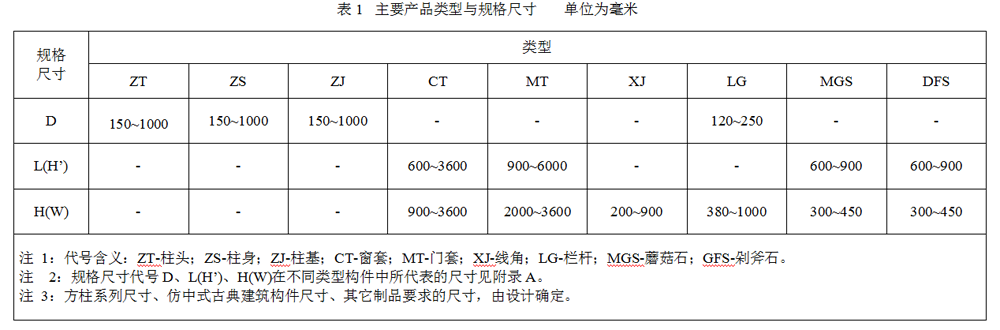
3. 1. 1 GRC 裝飾制品根據用途分為:柱 、欄桿、扶手、門窗套、山花、支托、線腳、塊石、窗板、透 窗、斗拱、筒瓦、瓦當、假山/雕塑等,主要產品類型與規格尺寸見表1。
3. 1. 2 根據制品的成型工藝分為 :噴射工藝 (PS) 、預混工藝 (YH) 、鋪網抹漿工藝 (PW) 和混合工藝(HH)) 。
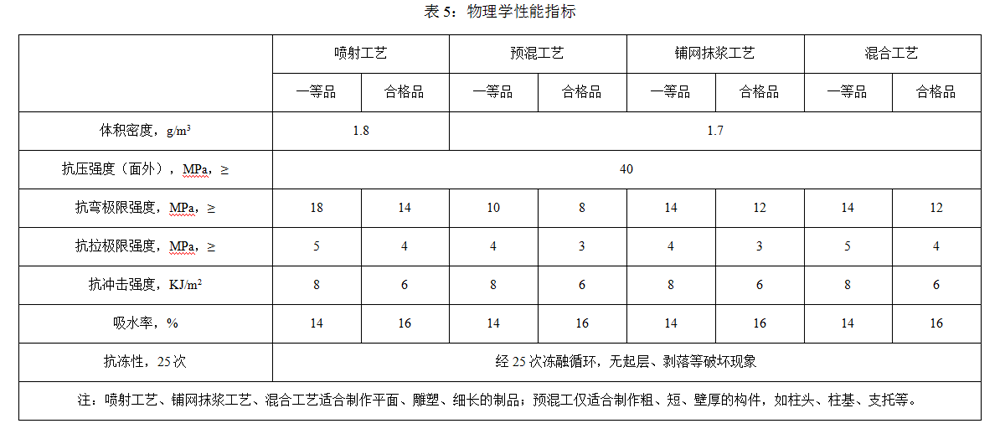
噴射工藝、鋪網抹漿工藝 、混合工藝適合制作平面、薄壁、細長的制品:預混工藝僅適合制作短、粗、 壁厚的構件,如柱頭 、柱基 、支托等。
3. 2 質量等級
根據制品材料的物理力學性能 ,裝飾制品分為一等品 ((B) 與合格品(C) 。
3. 3 產品標記
按照產品的成型工藝 、規格、質量等級 、標準編號順序標記 。
示例 :采用噴射工藝成型的直徑 400mm、高度 3200mm的柱身合格品的標記為 :
PS GRC ZS400 ×3200 C JC/T 940-2004
4 材料
4. 1 玻璃纖維
耐堿玻璃纖維無捻粗紗 、耐堿玻璃纖維短切紗應符合JC/T 572的規定 :耐堿玻璃纖維網格布應符合
JC/T 841的規定。 4.2 水泥
快硬硫鋁酸鹽水泥應符合JC 714的規定。
硅酸鹽水泥應符合GB175 的規定。采用硅酸鹽水泥 時,必須摻入能吸收Ca (OH) 2 的消堿性材料或摻 入丙烯酸乳液 ,并采用氧化錯含量不小于 16 % 的高耐堿玻璃纖維。
4. 3 集料
砂子的技術要求應符合GB/T 14684 的規定,其中砂子含泥量不得大于 1. 0 % ,噴射工藝用砂子的最
大粒徑應小于1. 2 mm ,預混或鋪網抹漿工藝用砂子的最大粒徑應小于2. 4 mm, 0. 15 mm 以下顆粒的含量應 小于10 % ;制品的加強肋或填充空腔用混凝土中砂子的粒徑不受此限制。
制品的加強肋或填充空腔用的混凝土 ,可采用卵石或碎石,技術要求應符合GB/T 14685 的規定,含 泥量不得大于 1% 。
4. 4 鋼筋
低碳鋼熱軋圓盤條應符合GB/T 701的規定,不銹鋼圓盤條應符合GB 4356 的規定。
4. 5 預埋件
應使用鍍錚鋼板 、不銹鋼板 、鍍錚鋼筋和不繡鋼圓盤條 ,鍍辭鋼板的厚度不得小于3 mm ,不銹鋼板 的厚度不得小于2 mm ,預埋件數量和錨固件構造 由設計確定 。
4. 6 水
水應符合JGJ 63的規定。
4. 7 外加劑
4. 7. 1 可選擇性地加入高效減水劑、塑化劑、緩凝劑、早強劑、防凍劑、防銹劑等外加劑:當制品中含有鋼質增強材料或鋼質預埋件時,不得使用氯化鈣基的外加劑。
4. 7. 2 外加劑應符合 GB 8076 的規定。
4. 8 顏料
可使用粉狀或液體狀顏料,其質量應符合JC/T 539的規定。
4. 9 填料
可適當摻入開采天然石材或雕琢加工石材留下的石屑,其質量應符合4. 3條款的規定。
4. 10 合成纖維
可加入聚丙烯纖維、維綸纖維等,其質量應符合各相關標準的規定。
4. 1 1 基本材料配合比
基本材料的推薦配合比見表2。

5 技術要求
5. 1 制造
GRC裝飾制品應按設計圖紙制造。
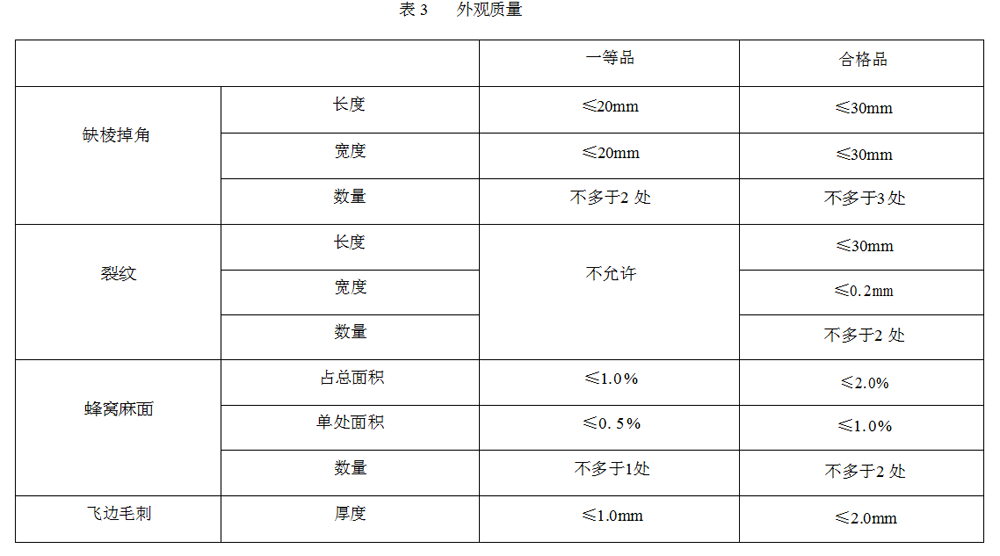
5. 2 外觀質量
外觀質量應符合表 3規定 。
6. 1 . 2 方法
測量制品的缺棱掉角 、裂紋 、蜂窩麻面等 。
6. 2 尺寸偏差
6. 2. 1 量具
卷尺,量程0~5 000 mm,分度值 11mm;鋼直尺 ,量程0~300 mm,分度值1mm。
6. 2. 2 方法
分別測量制品的D 、L 、H值各三次 ,取其算術平均值與規定尺寸之間的差值為尺寸偏差。
6. 3 物理力學性能
6. 3. 1 體積密度
按GB/T 15231. 1規定試驗 。
6. 3. 2 抗壓強度
按GB/T 15231. 2規定試驗 。
6. 3. 3 抗彎極限強度
按GB/T 15231. 3規定試驗。
6. 3. 4 抗拉極限強度
按GB/T 15231. 4規定試驗。
6. 3. 5 抗沖擊強度
按GB/T 15231. 5規定試驗。 6. 3. 6 吸水率
按GB/T 70 19規定試驗 。
6. 3. 7 抗凍性
按GB/T 70 19規定試驗 。
7 檢驗規則
7. 1 出廠檢驗
7. 1. 1 出廠檢驗項目
出廠檢驗項目包括外觀質量 、尺寸偏差和抗彎極限強度。
7. 1 . 2 批量
由同種原材料用相 同工藝制成的制品組成同一受檢批,每個批量為 500件制品,不足500件時,亦作為一個批量。
7. 1 . 3 判定
7. 1 . 3. 1 外觀質量
逐件檢驗 ,超出表3規定時,判為不合格品。
7. 1 . 3. 2 尺寸偏差
從經過外觀質量檢驗合格的制品中,隨機抽取五件樣品進行檢驗。全部符合表4規定時,判定批量 合格:若有兩件或兩件以上不符合表4規定,判定批量不合格:若有一件不符合表4規定時,應再抽取五 件樣品進行復檢,復檢結果全部符合表4規定時 ,判定該批量產品合格,若仍有一件 不符合表4規定時, 則判該批量產品不合格。
7. 1 . 3. 3 物理力學性能
對于每一受檢批,應采用同種原料和相同工藝制作抗彎極限強度檢驗用試件,按6. 3. 3規定試驗, 符合表5規定時判該批產品合格,否則判該批產品不合格。
7. 1 . 4 總判定
在型式檢驗合格的條件下,出廠檢驗中外觀質量 、尺寸偏差 、抗彎極限強度均符合標準相應等級規 定時,則判該批產品為相應等級產品。
7. 2 型式檢驗
7. 2. 1 檢驗條件有下列情況之一時,應進行型式檢驗 :
a) 新產品試制定型鑒定:
b) 產品結構、材料、工藝有較大改變時:
c) 長期停產再恢復生產時:
d) 出廠檢驗結果與上一 次型式檢驗結果有較大差異時:
e) 正常生產每年一次:
f) 國家或地方質監機構提出檢驗要求時 。
7. 2. 2 檢驗項目
表3、表4 、表5中規定的項 目。
7. 2. 3 抽樣和檢驗
外觀質量的抽樣和檢驗按7. 1. 2和7. 1. 3. 1進行:尺寸偏差 的抽樣和檢驗按7. 1. 3. 2進行:物理力學
性能檢驗技7. 1. 3. 3 進行。
7. 2. 4 判定
外觀質量、尺寸偏差按7. 1. 3. 1、7. 1. 3. 2判定:物理力學性能全部符合表5規定時,判為 相應等級的產品。
8 標志、堆放 、裝卸、運輸、出廠
8. 1 標志
在制品明顯位置固定標明生產單位、商標、產品標記 、生產日期以及 “嚴禁碰撞” 等字樣的標志。
8. 2 堆放
按規格型號分類堆放 ,堆放場地應平整 、干燥、通風,堆放高度不應超過2 m,堆放層數不應超過
四層。
8. 3 裝卸、運輸
裝卸及搬運制品時,必須輕裝輕放 ,嚴禁拋擲。運輸時應固定牢靠,防止晃動,必要時在制品間用 草墊隔開,制品放置不得超出車廂長度。
8. 4 出廠
制品出廠應提交出廠證明書,其內容包括: a) 產品標記及數量:
b) 出廠檢驗結果:
c) 生產 日期及出廠 日期: d) 生產單位名稱及商標: e) 生產單位質檢部門簽章。
附 錄 A
(資料性附錄)
規格尺寸代號 D 、L (H’) 、H (W) 在不同類型構件中所代表的尺寸
規格尺寸代號D、L (H’) 、H (W)在不同類型構件中所代表 的尺寸如圖5 。
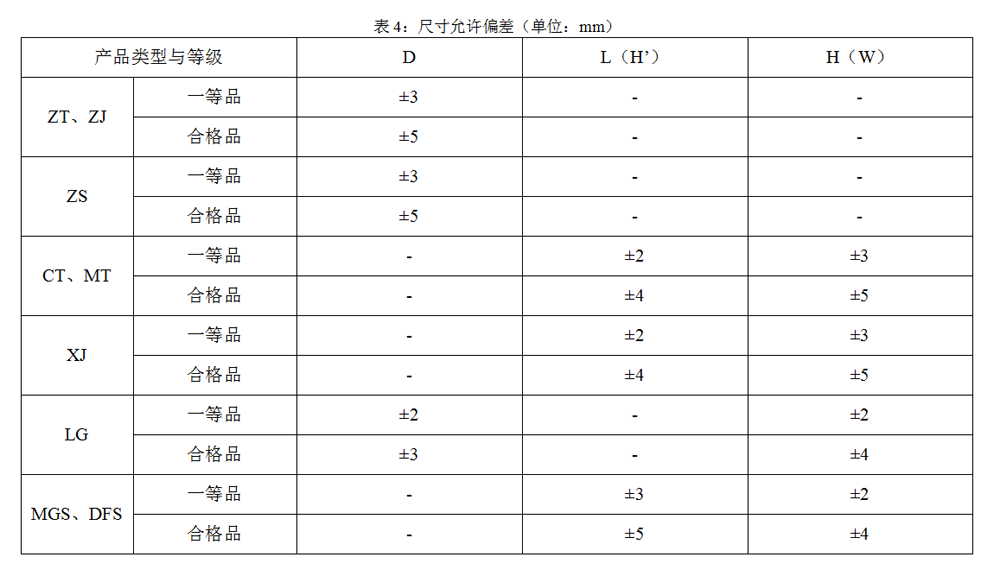
5. 3尺寸允許偏差
尺寸允許偏差不得超過表4中的規定。
5. 4 物理力學性能 物理力學性能應符合表5規定。
6 試驗方法
采用快硬硫鋁酸鹽水泥時,試件的齡期應大于3d:采用硅酸鹽水泥時,試件的齡期應大于28d。
6. 1 外觀質量
6. 1. 1 量具
鋼直尺 ,量程0~300 mm,分度值1mm:游標卡尺,量程0~200 mm,精度0. 02 mm :塞尺,量程0. 01mm~
10 mm 。



